Оборудование для изготовления пенорезины. Производство С.Пертербург.
|


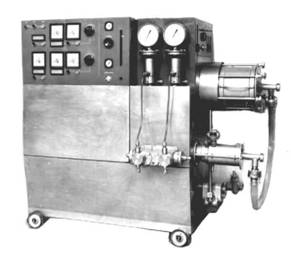
Производительность, кг/ч
|
350….750 |
|
Средняя производительность
при частоте вращения ротора вспенивающей головки 500 мин-1 и кратности пены К=5,5 , кг/ч
|
550 |
|
Свободный (рабочий)объем
смесительной камеры , дм3 (л)
: вспенивающей головки вспенивающей головки со смесительной
камерой для дисперсии КНФ |
4,5 ± 0,1 5,6 ± 0,15 |
|
Число ступеней смешения : вспенивающей головки вспенивающей головки со смесительной
камерой для дисперсии КНФ |
1 2 |
|
Частота вращения ротора
вспенивающей головки трехступенчатая , мин-1 , не более : Первая ступень Вторая ступень Третья ступень |
375 500 750 |
|
Регулирование производительности
латексного и дисперсионного насосов |
бесступенчатое |
|
Производительность
дисперсионного насоса , л/мин |
0,1…..1,5 |
|
Производительность
латексного насоса , л/мин |
1…..12,5 |
|
Давление воздуха, МПА
(кгс/см2) : подводимому к вспенивателю рабочее |
0,4…0,6 (4-6) 0,2…0,25(2-2,5) |
|
Кратность пены |
4,5…8,5 |
|
Эл. питание : Напряжение , В. Частота , Гц. |
380/220±38/22 50±1 |
|
Установленная мощность
электродвигателей , кВт |
6,4 |
|
Объем расхода охлаждающей
воды при давлении 0,3 МПа ( 3 кгс/см2 ), м3/ч , не
более |
2 |
|
Объем расхода воздуха , м3/ч , не более |
7,2 |
|
Габаритные размеры мм , не
более Вспенивателя Шкафа управления |
2250х820х1400 950х990х1440 |
|
Масса , кг , не более Вспенивателя Шкафа управления |
900 300 |
Агрегат для желатинирования
и вулканизации формовых губчатых изделий. Инд.Н
43.
Предназначен
для изготовления изделий из латексной смеси путем заливки ее в формы с
последующей вулканизацией в камере при температуре 140 о С.
Технические характеристики.
Производительность, средняя, кг/ч
|
170….190 |
|
Скорость конвейера
(тележки),м/мин |
0,435…1,34 |
|
Шаг тележки, мм. |
2400 |
|
Количество тележек, шт. |
33 |
|
Длина цепи конвейера, мм. |
79200 |
|
Длина зоны
желатинирования,мм. |
17200 |
|
Длина зоны вулканизации, мм. |
37100 |
|
Время желатинирования, мин. |
25…30 |
|
Время вулканизации, мин. |
40….45 |
|
Температура в камере желатинирования Начало
зоны оС Конец
зоны оС |
80 140 |
|
Температура в камере
вулканизации Начало
зоны оС Конец зоны оС |
140 140 |
|
Расход пара при 5 атм.,
кг/час |
600 |
|
Расход воды, м3/час |
1,25 |
|
Установленная мощность
электродвигателей, кВт., общая в т.ч Привод конвейера Вентилятор камеры желатинирования Вентилятор камеры вулканизации Вентилятор камеры охлаждения |
20,2 2,1/3,0 7,5 7,5 2,2 |
|
Эл. питание : Напряжение, В. Частота , Гц. |
380/220±38/22 50±1 |
|
Габаритные размеры мм., не
более Длина Ширина Высота |
43000 5700 4500 |
|
Масса, кг., не более |
45000 |
Работа агрегата.
При пуске эл.двигателя приводной станции, вертикальный
вал приводит в движение тяговую цепь, на которой закреплены тележки с
формами.
За время цикла тележки проходят тоннельную камеру с зонами:
- желатинирования.
В ней циркулирует от вентиляционной установки горячий воздух
навстречу движению конвейера с температурой 80о…140оС
,
- вулканизации. В ней циркулирует горячий
воздух от вентиляционной установки по ходу движения конвейера с
температурой 140оС,
- охлаждения,
- участок перезарядки форм, где производится
автоматическое открывание крышек форм, после чего , производится выемка
готовых изделий, чистка форм и наполнение их латексной пеной.
После вулканизации формы проходят камеру с душирующим
устройством.
Агрегат
для промывки и отжима формовых губчатых изделий. Инд. Н 44.
Предназначен для промывки
и отжима изделий , изготовленных на основе натуральных и синтетических
латексов. Эти изделия поступают с вулканизационного конвейера.
Агрегат
рассчитан на обработку изделий толщиной от
Технические характеристики.
Скорость движения транспортирующей сетки,
м/мин
|
0,2 ; 0,6 ; 1,2 |
|
Ширина транспортирующей
сетки, мм |
1300 |
|
Валки промывные, шт. |
10 |
|
Валки отжимные, шт. |
3 |
|
Диаметр валиков, мм. |
330 |
|
Расход воды для промывки, м3/час |
5 |
|
Толщина обрабатываемых
изделий, мм. |
80….220 |
|
Расчетный процент сжатия
изделий, % |
80 |
|
Усилия, возникающие при
сжатии, кгс. |
720….1980 |
|
Установленная мощность
электродвигателя, кВт |
1,5 |
|
Эл. питание : Напряжение, В. Частота, Гц. |
380/220±38/22 50±1 |
|
Габаритные размеры мм, не
более Длина Ширина Высота |
15200 3040 1850 |
|
Масса, кг, не более |
17000 |
Работа
агрегата.
При пуске двигателя агрегата приводной вал
приводит в движение сетку. Изделия укладываются на сетку на участке от
барабана натяжного до ролика поддерживающего , проходят дождевание и
поступают к валкам промывным. Сжатые весом валка и силой пружин , изделия
уменьшаются в объеме и освобождаются от насыщающей их воды. Увеличиваясь в
объеме при выходе после валка , изделия , поливаемые водой из устройства
промывочного , насыщаются водой вновь . И так повторяется 10 раз.
Поступая к валкам отжимным , изделия
проходят троекратный (3 отжимных валка) отжим и поступают на участок между
последними отжимными валками и
барабаном приводным. Здесь изделия снимаются с сетки.
ПЕЧЬ ДЛЯ СУШКИ ИЗДЕЛИЙ ИЗ ПЕНОРЕЗИНЫ. Инд.092.
Предназначена
для непрерывной сушки формовых изделий из пенорезины.
Технические характеристики.
Скорость движения транспортера, м/мин
|
0.06-0.8 |
|
Ширина транспортера, мм , не
менее |
1500 |
|
Температура воздуха в зоне
между калорифером и транспортером, град.С |
90-130 |
|
Число камер, шт. |
10 |
|
Установленная мощность
электродвигателей, кВт |
12,5 |
|
Давление пара МПа (кг/см2),
не более |
0,6 ( 6 ) |
|
Расход пара кг/ч, не более |
300 |
|
Эл. питание : Напряжение, В. Частота, Гц. |
380/220±38/22 50±1 |
|
Габаритные размеры мм., не
более
Длина Ширина Высота |
16000 4000 3000 |
|
Масса, кг, не более |
10000 |
Печь состоит
из следующих основных узлов:
- корпус;
- транспортер;
- вентиляционная установка;
- система подвода пара;
- электрооборудование.
Корпус печи состоит из двух транспортабельных частей - секций. Каждая
секция представляет собой сварную металлоконструкцию из профильного проката,
разделенную перегородками из листового проката и раздвижными шторками на пять
камер. Для прохождения несущего элемента транспортера (цепи, планок и т.д.) в
перегородках имеются фигурные вырезы.
Торцы камер закрыты
термоизоляционными щитами, состоящими из сваренного из листового материала
корпуса и минеральной ваты внутри его. В потолочных щитах с передней стороны
печи крепятся термобаллон регуляторов температуры, а в торцовых - термопары.
Щиты крепятся к секции винтами. Сверху на камерах установлены паровые
калориферы. Свободная от калориферов верхняя часть секции также закрыта
термоизоляционными щитами . На щитах имеются платики с отверстиями для
крепления кронштейнов системы подвода пара. Снизу в камерах предусмотрены
вентиляционные короба с фланцами для подсоединения к вентиляционной
установке. С торцов секций , со стороны приводной и натяжной станций транспортера
устанавливаются аварийные кнопки СТОП . На первой от привода транспортера
секции на одном из задних торцовых щитов крепится звонок предупредительной
звуковой сигнализации . Для поддержания цепи транспортера в каждой секции
установлены звездочки вращающихся в опорах на подшипниках качения.
Транспортер состоит из двух сварных
рам на которых установлены на опорах с подшипниками качения валы . На каждом
валу с помощью шпонок закреплены по две звездочки -приводные с приводным
механизмом и натяжные с натяжным устройством. Бесконечный настил , состоящий
из отдельных металлических планок с закрепленными на них металлической сеткой
и воздухонепроницаемым материалом прикреплен к двум тяговым цепям Цепи
огибают концевые отклоняющие и поддерживающие звездочки и находятся в
зацеплении с их зубцами. Загрузка транспортера производится со стороны
натяжного устройства, а разгрузка - со стороны приводного механизма . Привод
транспортера осуществляется от электродвигателя постоянного тока , червячный
двухступенчатый редуктор и зубчатую передачу . Привод позволяет плавно
регулировать скорость транспортера в заданных пределах.
Вентиляционная установка состоит из
установленного на раме радиального вентилятора (покупное изделие ),
виброизоляторов (покупных), на которые устанавливается рама и гибкой вставки,
с помощью которой вентилятор соединяется с корпусом печи .
Гибкая вставка представляет собой
два согнутых из углового проката цилиндрических фланцев, соединенных между
собой патрубком, сшитым из технической ткани. Патрубок закреплен на фланцах
хомутами.
Всего имеется десять установок, по
пять в каждой секции.
Система подвода пара состоит из
трубопроводов, запорных вентилей и регуляторов температуры прямого действия.
Один конец системы трубопроводов имеет фланец для подключения к заводскому
паропроводу, другие - фланцы для подсоединения к калориферам. Предусмотрена
возможность подачи пара к каждому калориферу по обходной трубе, минуя
регулятор температуры, для чего, достаточно открыть вентиль на обходной трубе
и закрыть вентили на входе и выходе регулятора температуры.
Электрооборудование обеспечивает:
- управление транспортером двумя задатчиками частоты вращения
(ГРУБО и ТОЧНО);
- контроль загрузки по току электродвигателя транспортера;
контроль напряжения на якоре электродвигателя транспортера;
- контроль скорости движения транспортера;
- индивидуальный запуск каждого вентилятора;
- предпусковую звуковую сигнализацию, предшествующую запуску
транспортера;
- световую сигнализацию рабочего состояния механизма;
- контроль и запись температуры Р. каждой камере печи;
- аварийное отключение одновременно всех механизмов печи с
пульта управления, а также в начале и конце печи.
Данный
вид оборудования больше не выпускается в Санкт-Петербурге. Предлагаем Вариант
заказа оборудования для производства пенорезины из Китая www.polgroup.ru/pena_cn.html ,
или готовы оформить заказ непосредственно самих изделий из пенорезины от
производителя по Вашим чертежам.
Оборудование
для производства Пенорезины Китай
Группа
компаний полимерного машиностроения
ООО “ПОЛИМЕРМАШ ГРУПП”
Генеральный директор
Тел./факс (812) 304-38-96
Сот.тел. +7 921 903-30-25
